车外圆 + 内孔镗削加工
液压缸筒是液压系统的承压部件,整体采用无缝钢管为毛坯原料,通过车外圆与内孔镗削两道切削工序,完成外形尺寸精加工与内孔精度成型,兼顾部件外形规整、装配适配性与内孔密封、承压、耐磨性能,是油缸筒机械加工的关键工序。
一、车外圆加工说明
车外圆属于外轮廓精加工工序,在普通车床或数控车床上完成,主要针对油缸筒外壁进行切削加工。先装夹固定毛坯,通过车刀径向进给、工件轴向旋转,逐步切削去除外壁余量,精准控制油缸筒的外径尺寸、圆柱度与同轴度,同时修整外圆表面粗糙度。
加工目的:保证油缸筒外壁尺寸符合装配标准,适配缸筒法兰、端盖、安装支座等配件的组装需求,同时优化外圆表面光洁度,避免后续装配划伤、配合间隙过大等问题。
二、内孔镗削加工说明
内孔镗削是油缸筒精度加工工序,采用镗床或数控车床搭配镗刀完成,属于内孔精加工工艺。针对毛坯预留的内孔余量,通过镗刀轴向进给、径向微调,逐步切削成型内孔,严格把控内孔直径、圆度、圆柱度、内壁粗糙度以及内孔与外圆的同轴度。
加工要求:内孔需达到高光洁度与高精度,确保活塞与缸筒内壁配合顺畅、密封件贴合紧密,杜绝液压油泄漏,同时保证缸筒承压均匀,满足液压系统往复运动与高压工作需求,避免内壁拉伤、磨损。
三、整体工艺要点
- 加工顺序:常规先粗车外圆、粗镗内孔,预留精加工余量,再半精、精车外圆,最后精镗内孔,保障内外圆同轴度,减少加工变形。
- 精度控制:重点把控内外圆尺寸公差、同轴度、圆柱度,内孔表面粗糙度需达到液压油缸密封适配标准。
- 装夹防护:加工过程中合理装夹,避免缸筒薄壁变形,保证加工后部件形状规整、尺寸稳定。

 服务热线:
服务热线: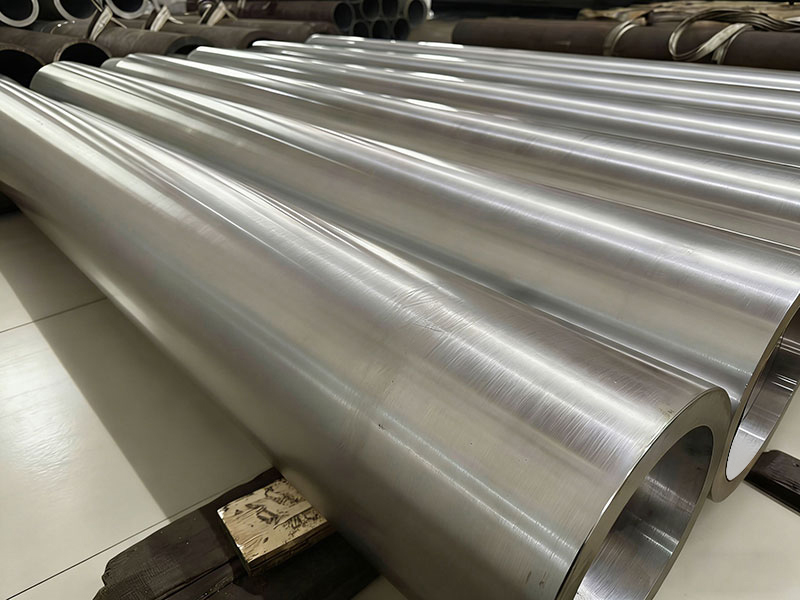





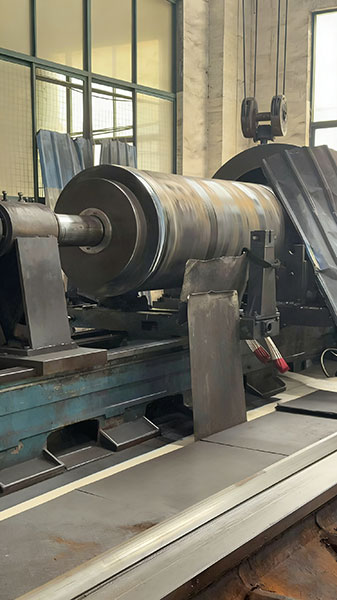

 外圆车削(粗加工、半精加工)
外圆车削(粗加工、半精加工) 苏公网安备32021102003037号
苏公网安备32021102003037号